Stretch Forming vs Roll Bending
Understand the key differences in accuracy, material behavior, and forming capability to choose the right process for your application.
About Profile Bending Processes
Profile bending (typically referring to cold bending) is a technique used to shape extruded aluminum or structural steel profiles into high-precision curved geometries. The core challenge lies within the material’s plastic deformation range: applying precise external forces to overcome springback, prevent wrinkling, and minimize sectional deformation. In practice, the choice of process depends on the complexity of the profile cross-section, the bending radius, and the required precision.
Core Principles and Control Factors:
The essence of profile bending is modifying the internal stress distribution of the material by applying a bending moment in conjunction with die pressure or longitudinal tension. To obtain high-quality bent parts, four key indicators must be strictly controlled:
Wall Thinning: Thinning of the outer radius due to tensile stress, which can affect structural integrity.
Springback: Shape deviation caused by elastic recovery after the load is removed.
Wrinkling: Instability on the inner radius caused by compressive stress.
Sectional Distortion: Collapse or warping of hollow profiles under bending forces.
Common Profile Bending Methods
- Roll Bending: This is the most widely used continuous bending process in the industry. It typically utilizes a three-roll configuration where the relative positions of the rollers are adjusted to define the bending radius as the profile moves continuously through the machine. It is particularly advantageous for extra-long profiles, such as those used in architectural curtain walls or rail transit beams. For specialized requirements, four-roll or multi-roll sets can be used to improve end-pre-bending and shaping accuracy.
- Stretch Forming (Stretch Bending): Stretch forming is the most effective method for manufacturing high-precision, large-radius components. By applying longitudinal tension to both ends of the profile until it reaches a plastic state before wrapping it around a die, the internal stress distribution is fundamentally altered. This ensures that both the inner and outer surfaces are under tension, which significantly reduces springback. It is widely used in the aerospace and automotive sectors for structural frames with strict tolerance requirements.
- Press Bending: Using a press machine paired with specialized dies, the profile is pressed into shape instantaneously. This method offers high production efficiency and provides excellent support for the profile’s cross-section through the die, making it ideal for complex sections produced in high volumes.
- Push Bending:j Push bending utilizes a ram or pusher to apply pressure, causing plastic deformation in the profile. The equipment manufacturing cost is relatively low, making it a cost-effective solution for bending profiles with exceptionally large cross-sections. However, it offers less control over fine springback and surface precision compared to stretch forming.
- Power Forming (Modernized Manual Bending): Evolved from traditional manual techniques, this process now employs Power Formers (such as the Kraftformer). These machines deliver high-speed impacts—hundreds of times per minute—combined with specialized tooling to shrink or stretch the material locally. While the “impact” is mechanized, the process remains highly dependent on the operator’s skill in controlling the workpiece’s position, making it suitable for complex geometries or prototypes that cannot be formed with standard dies.
Stretch Forming vs Roll Bending
In practical applications, the selection of a profile bending method depends on several factors, including profile geometry, required bending radius, dimensional accuracy, and production volume. Among various bending technologies, roll bending and stretch forming are the two most widely used processes in modern industry.
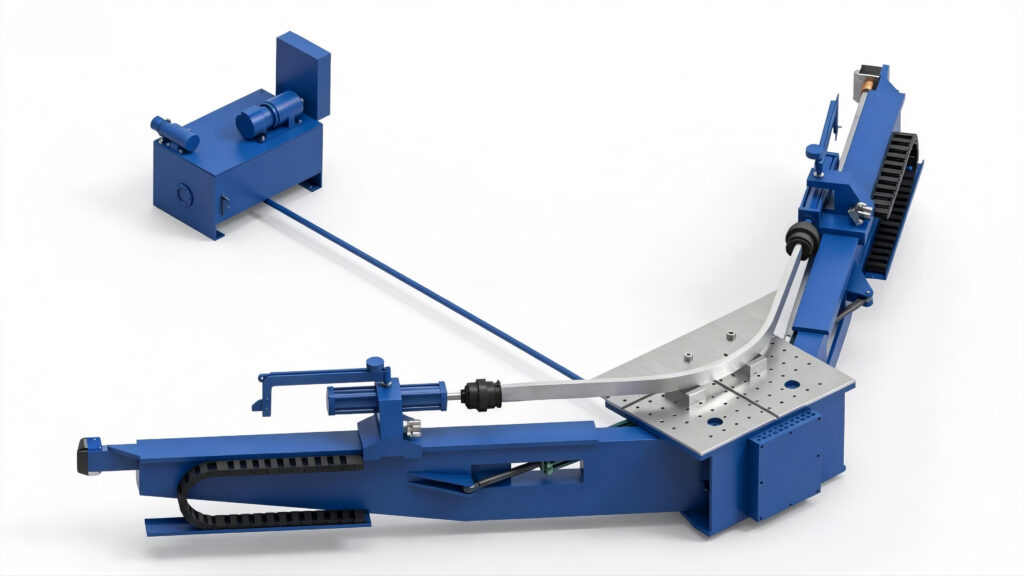
Stretch Forming
Stretch forming is a high-precision bending method. Its principle involves stretching the profile beyond its yield point and forming it over a rigid die under continuous axial tension. This approach significantly alters the internal stress distribution, placing the material predominantly under tensile stress, which effectively reduces residual stress and minimizes springback.
This process is particularly suitable for high-precision, complex geometries and large-radius applications, especially for medium to large aluminum extrusions and structural steel profiles. For large cross-section profiles (such as curtain wall structural components) and high-yield-strength materials used in specialized applications, stretch forming can achieve dimensional accuracy and surface quality that are difficult to attain with other methods.
In addition, for strong-axis bending of rectangular profiles with widths exceeding 200 mm, stretch forming is generally the preferred solution.

Roll Bending
In contrast, roll bending is a more flexible and cost-effective continuous bending process. It typically utilizes a three-roll or multi-roll (pyramid-type) configuration to gradually deform the profile into the desired curvature.
With CNC control, roll bending can also produce variable radii and even three-dimensional curves (Z-axis and T-axis bending). This process is well suited for profiles with relatively simple geometries and variable curvature requirements, and it is particularly advantageous for bending angles exceeding 180° as well as shorter and smaller profiles.
Furthermore, roll bending offers strong competitiveness in terms of equipment investment, tooling cost, and production efficiency.
Applications and Use Cases
From an application perspective, stretch forming is better suited for components that require high precision, superior surface quality, and excellent consistency, such as complex aluminum extrusions, curtain wall structures, and high-end engineered components.
Roll bending, on the other hand, is more suitable for high-volume, cost-sensitive production scenarios, including pipes, rings, structural beams, and conical components, especially for long or continuous parts.
Performance in High-Strength Materials
In applications involving high-yield-strength materials, the differences between the two processes become more pronounced. Under the same equipment capacity (bending force), roll bending relies primarily on incremental bending moments, which limits its ability to bring the material into a stable plastic deformation state.
As a result, it often leads to increased springback, difficulty in achieving the target radius, and potential cross-sectional distortion.
By contrast, stretch forming applies axial tension throughout the entire forming process, shifting the material into a tensile-dominant stress condition. This effectively lowers the forming threshold and suppresses springback. Therefore, for high-strength materials, large cross-section profiles, and high-precision applications, stretch forming provides a more stable and controllable forming solution.
Equipment Footprint Considerations
It should also be noted that equipment footprint is an important consideration in process selection. Stretch forming machines typically require more space; for example, a machine with a 6-meter stretch capacity may occupy nearly 11 meters in width.
In comparison, roll bending machines are more compact and better suited for facilities with limited space.
Key Differences Between Stretch Forming and Roll Bending
| Feature | Stretch Forming | Roll Bending |
|---|---|---|
| Springback Control | Minimal and highly controllable | Significant and less predictable; typically requires CNC or operator compensation (advanced CNC systems such as PBA improve control) |
| Complex Shapes | Excellent (supports 2D & 3D, multi-axis forming) | Limited to simple or variable radius curves; advanced CNC systems (e.g. Z-axis and torsion/T-axis) extend capability |
| Asymmetric Profiles | Strong distortion control (with proper tooling support) | Difficult to control section deformation; requires specialized tooling (advanced solutions can improve performance) |
| Repeatability | High, CNC-controlled and stable | Traditionally operator-dependent; modern CNC systems can achieve comparable repeatability |
| Minimum Radius Capability | Limited by material elongation | Flexible; however, conventional machines have lower precision (CNC systems improve accuracy) |
| Production Efficiency | High for precision and complex parts (further improved with automation) | Efficient for simple and continuous profiles; generally less efficient for high-precision parts |
In these cases, bending accuracy relies heavily on the forming die and operator experience, rather than precise digital control. As a result, consistency and repeatability can vary depending on setup and skill level.
In summary, stretch forming emphasizes high precision, stability, and the capability to process high-performance materials, while roll bending focuses on flexibility, cost efficiency, and high productivity.
In engineering practice, the optimal process should be selected based on performance requirements, cost considerations, and available space.