Understanding the
Stretch Forming Process
Explore how axial tension, plastic deformation, and multi-axis control enable high-precision forming of complex profiles.
What Is
Profile Stretch Forming?
Profile stretch forming is an advanced metal forming process that combines controlled axial tension with bending to produce precise 2D and 3D geometries:
Unlike conventional bending methods, stretch forming brings the material to — or slightly beyond — its yield strength prior to forming. This controlled plastic deformation ensures stable shaping and superior part quality. The process typically follows three key stages: first, the profile is clamped and pre-stretched to reach the yield point; second, it is wrapped around the forming die under continuous axial tension; third, additional stretching is applied to compensate for springback and achieve final accuracy.
Throughout the process, axial tension is consistently maintained, allowing the material to elongate during bending. This effectively suppresses wrinkling and ensures smooth, uniform curvature.
As a result, stretch forming delivers:
• Reduced springback
• Lower residual stress
• Improved dimensional accuracy
• Higher material utilization
Extending this principle, 3D stretch forming systems utilize multi-axis coordinated motion — including lifting, pitching, rotating, and twisting — to guide the workpiece along complex die surfaces. This enables the efficient production of high-precision, complex spatial components, widely used in aerospace, transportation, and advanced structural applications.
Key Advantages
of Stretch Forming
Throughout the stretch forming process, axial tension is consistently applied, allowing the material to elongate while conforming to the die. This effectively suppresses wrinkling, stabilizes springback behavior, and ensures smooth, uniform curvature — even for complex geometries and variable radius profiles.
As a result, stretch forming delivers:
• Capability to form complex cross-sectional profiles
• Ability to produce multi-radius and variable curvature components
• High bending accuracy with stable and predictable springback
• Excellent dimensional consistency across parts
• Effective reduction of internal residual stresses for long-term stability
• Enhanced mechanical properties due to cold work hardening
• High dimensional accuracy and repeatability
• Ability to form complex geometries in a single operation
• Reduced need for secondary assembly processes
• Minimal deformation after welding or post-processing
• Improved overall structural consistency
This combination of precision, repeatability, and structural performance makes stretch forming an ideal solution for demanding applications in aerospace, transportation, and advanced manufacturing industries.
Key Characteristics
of Stretch Forming Process
During stretch bending, the material experiences different stress states across the section. The outer layer is subjected to tensile stress, while the inner layer, in contact with the die, is under compression. To prevent wrinkling caused by compressive stress, sufficient pre-tension is applied to bring the material into a tensile state. However, excessive stretching may result in wall thinning or cracking.
The achievable curvature is limited by the material’s elongation capacity. If this limit is exceeded, defects such as wrinkling, fracture, or cross-sectional distortion may occur. These outcomes are influenced by multiple factors, including material consistency, profile geometry, wall thickness, and load symmetry.
As a result, effective stretch forming delivers:
• Stable material flow
• Minimal wrinkling
• Reduced cross-sectional distortion
• Consistent forming quality
A key principle in stretch forming is neutral layer control. In conventional processes, insufficient tension may lead to wrinkling, while excessive force can cause deformation or failure. With BIT’s PBF CNC-controlled stretch forming, the neutral layer position can be precisely adjusted, ensuring controlled deformation, reduced defects, and improved dimensional accuracy.

Process
and Principles
Stretch forming is a controlled forming method that combines axial tension with bending to shape metal profiles in both 2D and 3D configurations.
In 2D stretch forming process is completed in three stages. First, the profile is clamped by the jaws, and the stretching cylinders apply pre-tension until the material reaches its yield strength. Second, the rotary cylinder drives the profile around the forming die while a constant axial force is maintained, allowing the material to closely follow the die contour. Third, additional tension is applied to compensate for springback and ensure final dimensional accuracy.
During the entire stretch forming process, axial tension is continuously maintained. As the profile bends, the elongated material is compensated by the stretching system, preventing wrinkling and ensuring a smooth and uniform arc.
Stretch forming with the following benefits:
• High dimensional accuracy and repeatability
• Capability to form complex geometries
• Reduced assembly operations
• Minimal post-weld or machining deformation
• Improved structural consistency
3D stretch forming uses multi-axis (Z-axis and T-axis) coordinated motion. A hydraulic motor provides torsion control, while a universal joint enables flexible clamp rotation. Lifting and tilting cylinders ensure precise Z-axis positioning.
Through the combined actions of stretching, lifting, tilting, and rotation, the workpiece follows the 3D die under continuous tension, enabling efficient production of complex components with high precision and consistency.
Precision Position Control Under High Tension
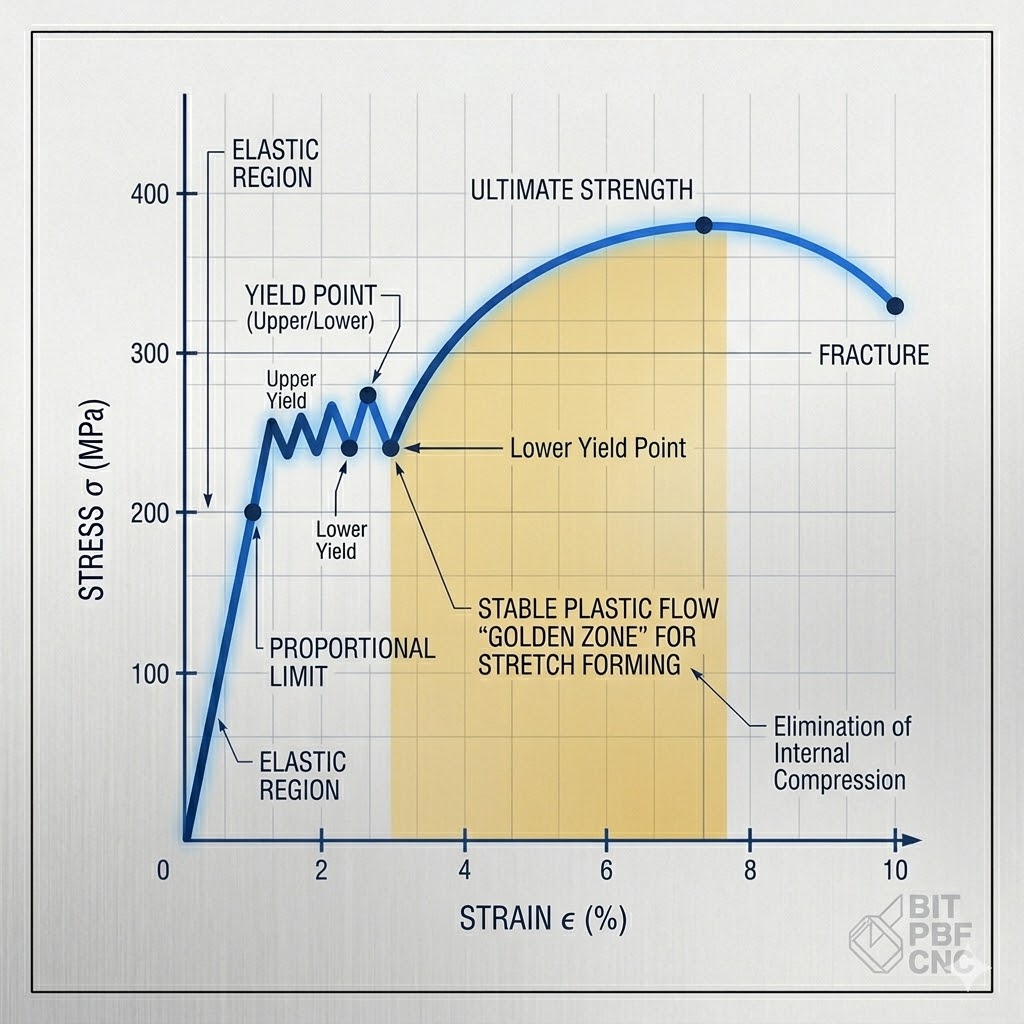
The core of BIT’s CNC stretch forming technology lies in the synergistic relationship between axial force and displacement. By utilizing a high-tension pre-stretch, the material is intentionally driven beyond its elastic limit and into the stable plastic flow region of the stress-strain curve. Once the material reaches this “golden zone” of yield, the system switches to a high-precision displacement control mode. This process ensures that the profile conforms perfectly to the die while under optimal stress, effectively neutralizing internal resistance and preventing structural instability.
This precision control under high tension provides:
. Active transition from elastic to plastic state to minimize unpredictable springback.
. Stability within the lower yield point range for uniform material flow.
. Real-time servo-displacement control of the swing arms and tension cylinders.
. Prevention of local necking and fracture by avoiding the ultimate strength limit.
. Precise locking of the “Optimized Forming Position” during the entire bending cycle.
. Elimination of inner-surface wrinkling through consistent axial elongation.
. High repeatability by synchronizing mechanical strain with digital coordinates.
. Optimized structural integrity for high-strength aluminum and titanium alloys.
By governing the material’s behavior through displacement control at the exact moment of plastic yield, the PBF CNC system transforms a volatile mechanical process into a predictable engineering result. This method allows for the creation of complex 3D geometries with a level of dimensional accuracy and surface quality that traditional bending methods cannot achieve. It is the scientific mastery of the stress-strain curve that ensures every part meets the rigorous tolerances required in aerospace and advanced industrial manufacturing.
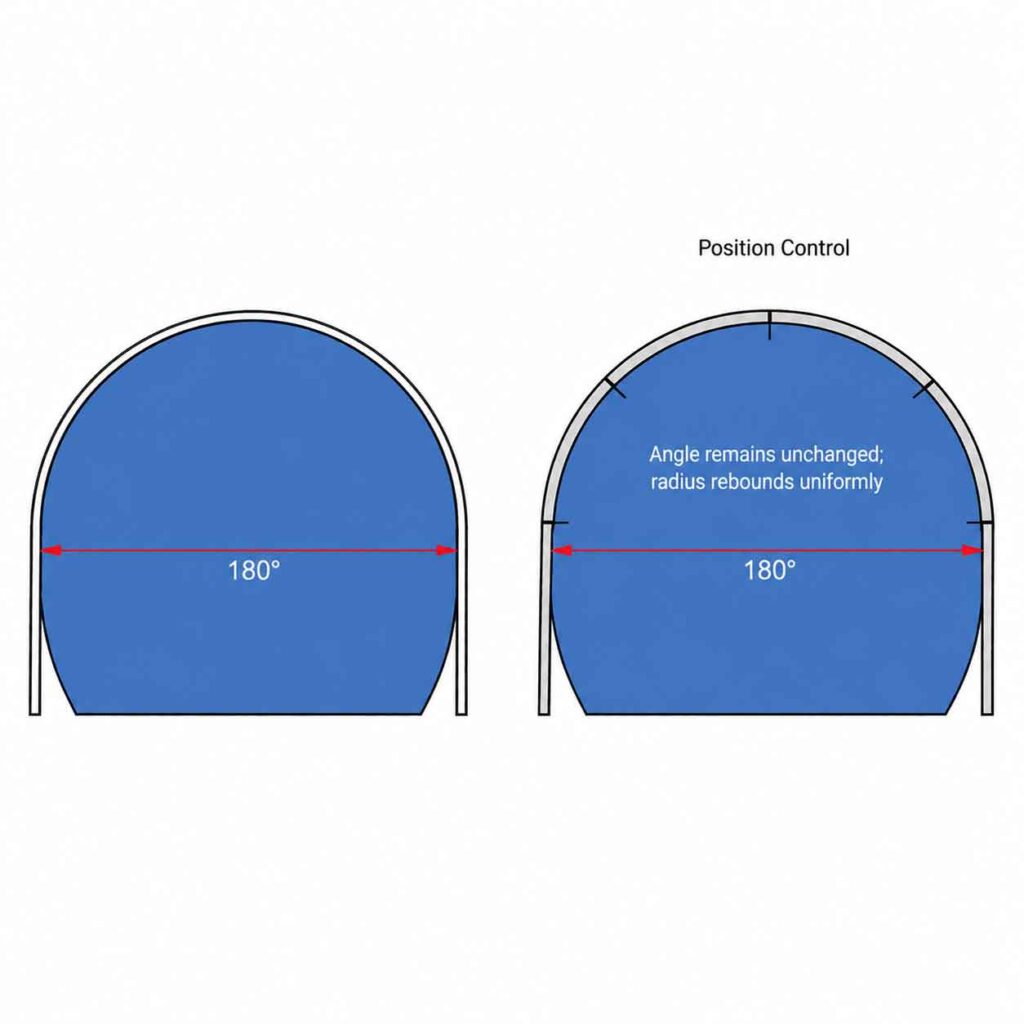
Springback Control: Precision Radius and Angle Management
The technical challenge in traditional bending is the non-uniform stress distribution, which leads to unpredictable springback, especially at the ends of the profile. BIT’s CNC stretch forming overcomes this by ensuring the entire cross-section undergoes uniform plastic deformation. By parameterizing springback as a controllable variable within the CNC system, the machine can precisely over-bend the profile (e.g., to 181° for a 180° target). Once the tension is released, the material settles into the exact design geometry with high dimensional stability.
Key features of this precision springback control include:
. Uniform radius recovery: Eliminates the “spring-back differential” between the ends and the center of the part.
. Parameterized compensation: Allows operators to input specific degrees of over-bend to reach the target angle.
. Minimal residual stress: High-tension forming converts elastic energy into permanent plastic strain, reducing total springback.
. Consistent end-to-center geometry: Ensures the part radius at the ends remains identical to the middle section.
. High batch-to-batch repeatability: Reduces the impact of material hardness variations on the final shape.
. Seamless assembly: Delivers parts that fit perfectly into welding or assembly jigs without manual adjustment.
By treating springback as a calculated engineering constant rather than an obstacle, the PBF CNC system ensures that complex curves remain stable and accurate. This level of control is essential for high-performance industries where a consistent radius and perfect angular alignment are non-negotiable for structural integrity.
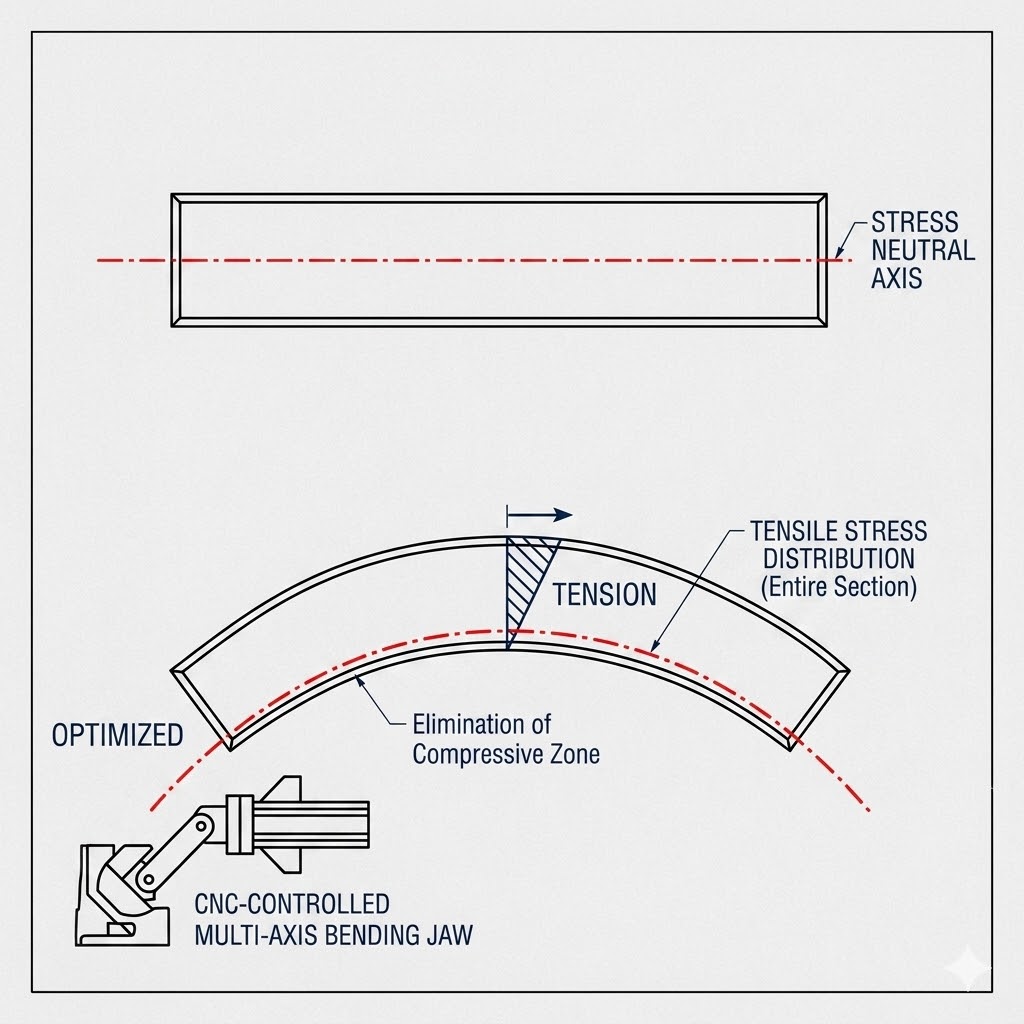
Neutral Axis Managemen
Neutral Axis Management
The Core Theoretical Foundation
The technical superiority of high-precision bending is rooted in the Invariance of the Neutral Axis—the internal geometric plane that serves as the “zero-point” where stress and strain transition. While traditional bending allows this axis to remain central, causing inner-surface compression, BIT’s PBF CNC technology actively manages its position. By shifting the neutral axis toward the innermost surface, we transform the material’s internal mechanics, ensuring that the entire profile cross-section reaches a state of controlled plastic yield.
This precision management of the Neutral Axis delivers:
. Total suppression of buckling and oil-canning by eliminating internal compressive stress
. Optimized cross-sectional integrity through the active control of transverse strain
. Precision alignment of the “Zero-Stress” layer with the inner tool geometry
. Elimination of material fracture risks by balancing axial tension with local elongation
. Guaranteed longitudinal consistency because the developed length is locked to the neutral axis
. Minimized wall thinning in high-strength aluminum and titanium alloys
. Stabilized crystalline structure change for more predictable material behavior
. Reduced localized deformation in complex hollow profiles with internal webs
. Superior mating precision for parts requiring secondary CNC machining or assembly
. Highly accurate radius control from the leading edge to the trailing end
. Scientific compensation for material batch variations via digital tension adjustment
This mastery of material physics—moving the neutral axis from a central liability to a controlled asset—represents the evolution from manual bending to digital engineering. By governing the “invisible” layers of the metal, we provide the scientific certainty required for the most demanding tolerances in modern aerospace and architectural engineering.